
ලේසර් කැපීමකැපීමට නියමිත ද්රව්යය මත ලේසර් කදම්භයක් විකිරණය කිරීම, එවිට ද්රව්යය රත් කර, උණු කර වාෂ්ප වී, දියවීම අධි පීඩන වායුවකින් ගසාගෙන ගොස් සිදුරක් සාදා, පසුව කදම්භය ද්රව්යය මත චලනය වේ, සහ සිදුර අඛණ්ඩව සිදුරක් සාදයි.
සාමාන්ය තාප කැපුම් තාක්ෂණය සඳහා, තහඩුවේ කෙළවරේ සිට ආරම්භ කළ හැකි අවස්ථා කිහිපයක් හැරුණු විට, ඒවායින් බොහොමයක් තහඩුවේ කුඩා සිදුරක් සිදු කළ යුතු අතර, පසුව කුඩා සිදුරෙන් කැපීම ආරම්භ කළ යුතුය.

හි මූලික මූලධර්මයලේසර් විදීමයනු: ලෝහ තහඩුවේ මතුපිට යම් ශක්ති ලේසර් කදම්භයක් විකිරණය කළ විට, එහි කොටසක් පරාවර්තනය වීමට අමතරව, ලෝහයෙන් අවශෝෂණය වන ශක්තිය ලෝහය උණු කොට උණු කළ ලෝහ තටාකයක් සාදයි.ලෝහ මතුපිටට සාපේක්ෂව උණු කළ ලෝහයේ අවශෝෂණ අනුපාතය වැඩි වේ, එනම්, ලෝහයේ දියවීම වේගවත් කිරීම සඳහා වැඩි ශක්තියක් අවශෝෂණය කරගත හැකිය.මෙම අවස්ථාවේදී, ශක්තිය සහ වායු පීඩනය නිසි ලෙස පාලනය කිරීම මගින් උණු කළ තටාකයේ උණු කළ ලෝහ ඉවත් කළ හැකි අතර, ලෝහය විනිවිද යන තෙක් උණු කළ තටාකය අඛණ්ඩව ගැඹුරු කළ හැකිය.
ප්රායෝගික භාවිතයන්හිදී, Pierce සාමාන්යයෙන් ආකාර දෙකකට බෙදා ඇත: ස්පන්දන සිදුරු කිරීම සහ පිපිරුම් සිදුරු කිරීම.
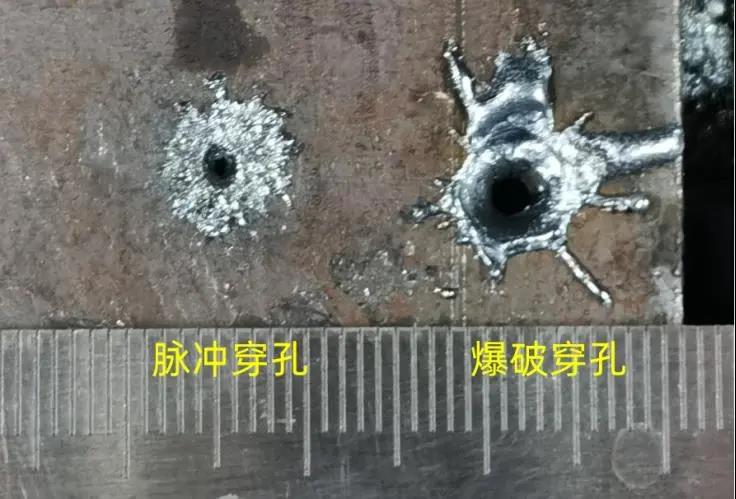
1. ස්පන්දන සිදුරු කිරීමේ මූලධර්මය නම්, කැපීමට නියමිත තහඩුව විකිරණය කිරීම සඳහා ඉහළ උච්ච බලයක් සහ අඩු රාජකාරි චක්රයක් සහිත ස්පන්දිත ලේසර් භාවිතා කිරීමයි, එවිට ද්රව්ය කුඩා ප්රමාණයක් උණු වී හෝ වාෂ්ප වී සිදුර හරහා සිදුර හරහා මුදා හරිනු ලැබේ. අඛණ්ඩව පහර දීම සහ සහායක වායුවේ ඒකාබද්ධ ක්රියාකාරිත්වය යටතේ සහ අඛණ්ඩව.පත්රය විනිවිද යන තෙක් ක්රමයෙන් වැඩ කරන්න.
ලේසර් විකිරණ කාලය කඩින් කඩ වන අතර, එය භාවිතා කරන සාමාන්ය ශක්තිය සාපේක්ෂ වශයෙන් අඩු වේ, එබැවින් සැකසීමට ඇති සම්පූර්ණ ද්රව්යය විසින් අවශෝෂණය කරන තාපය සාපේක්ෂව කුඩා වේ.සිදුරු වටා ඇති අවශේෂ තාපය අඩු වන අතර සිදුරු කරන ස්ථානයේ අඩු අවශේෂ ඉතිරි වේ.මේ ආකාරයෙන් සිදුරු කරන ලද සිදුරු ද සාපේක්ෂ වශයෙන් නිතිපතා හා කුඩා ප්රමාණයේ කුඩා වන අතර මූලික වශයෙන් ආරම්භක කැපීම කෙරෙහි බලපෑමක් නැත.
පසු කාලය: ජනවාරි-08-2022